



Ньюсмейкеры, как правило, демонстрируют своей аудитории самые экзотические объекты, напечатанные на 3D-принтере, такие как еда, одежда, дома и другие интересные вещи, по сути смешивая все методы 3D-печати вместе и игнорируя более простые товары, которые было бы разумнее печатать на 3D-принтере. При обсуждении профессиональной 3D-печати трудно переоценить технологию селективного лазерного спекания (SLS), которая присутствует на рынке примерно с середины 1980-х годов. Она произвела настоящий фурор в СМИ, «оживив» модные платья для показов мод, напечатанные на 3D-принтере, протезирование, дизайнерскую мебель и даже детали для таких крупных компаний, как Mercedes-Benz. В этой технологии можно производить и многие другие вещи благодаря её принципу работы. Давайте подробнее рассмотрим технологию SLS.

Изображение: Formlabs
Сегодня существует целая группа технологий 3D-печати, в которых используются порошковые материалы для создания физических объектов путём нагрева материала. Ключ к пониманию технологии SLS среди других подобных методов скрывается за этими тремя словами:
Селективное – принтер получает код (инструкцию) для каждого слоя объекта(ов), который сообщает ему, где именно материал должен быть выборочно отверждён, чтобы получить трёхмерную структуру.
Лазерное – это мощный лазер, который нагревает гранулы порошка и заставляет их затвердеть вместе, чтобы формировать объект, слой за слоем.
Спекание – порошок не просто нагревается, он спекается до точки, при которой гранулы затвердевают. Важно отметить, что, поскольку принтер не полностью расплавляет материал, детали получаются пористыми.
Принтеры SLS выполняют очень простой процесс без каких-либо магических действий. Чтобы начать печать, машине требуются всего две вещи - файл с кодом и материал, из которого изготовлены детали.
В зависимости от характеристик принтера, SLS-машины могут работать с различными материалами - от нейлона и до металлов и сплавов (если устройства оснащены мощными лазерами). Технология SLS создаёт монохромные объекты, но, как преимущество, она может работать с композитными порошками. Ассортимент материалов - это то, что, вероятно, помогло технологии SLS расширить своё присутствие во многих различных отраслях промышленности. Вот некоторые из различных материалов, доступных для технологии SLS:
Нейлоны – Нейлоны - это широкая группа полимеров, обычно используемых в SLS-принтерах, возможно, самый известный из них - Nylon 12 PA (Полиамид 12). Этот материал считается материалом «общего» назначения. PA 12 обеспечивает хорошее качество поверхности, термостойкость и прекрасные механические свойства. Характеристики PA 12: белый цвет, износостойкий, прочный, может быть гибким, меньше впитывает влагу, поддаётся механической обработке, можно красить.
TPU – ТПУ – термопластичный полиуретан, из которого изготавливают гибкие детали. Напечатанные изделия похожи на резину, выдерживают температуру до 80°C и истирание. Характеристики ТПУ: безопасен для испольования с пищевыми продуктами при определённых условиях, может быть окрашен, цвет - бело-серый.
TPA (PEBA) – ТПА (полиэфир блок полиамид) – ещё один гибкий термопласт похожий на резину. По сравнению с ТПУ, он более прочный и его цвет - просто белый. Он обладает высокой эластичностью, химически стойкий и долговечный.
PEEK (Polyether) – ПЭЭК (Полиэфир) – материал требует высоких температур для спекания. Детали из ПЭЭК претендуют на замену металлических деталей из-за их жёсткости, отличных механических свойств и удельного веса. Характеристики ПЭЭК: огнестойкий, стерилизуемый, термостойкий и химически стойкий.
Заливочный пластик – этот порошок представляет собой материал на основе полистирола, подходящий для замены восковых шаблонов форм, используемых при литье металлов. Он может работать с низкотемпературными металлами, быстро выгорает, прост в обработке.
Металлические порошки – ряд порошков металлов и сплавов, включая сталь, алюминий и титан. После спекания эти порошки становятся похожими на металл и могут использоваться для изготовления инструментов и металлических деталей. Такие печатные изделия можно обрабатывать и полировать.
Керамика и фарфор – это набор порошков и паст, позволяющих печатать керамические или фарфоровые предметы с помощью SLS-машин. В зависимости от точности пропорций печатные изделия могут быть безопасными для микроволновой печи, посудомоечной машины и духовки, прочными и биосовместимыми.
Изображение: Creative Tools
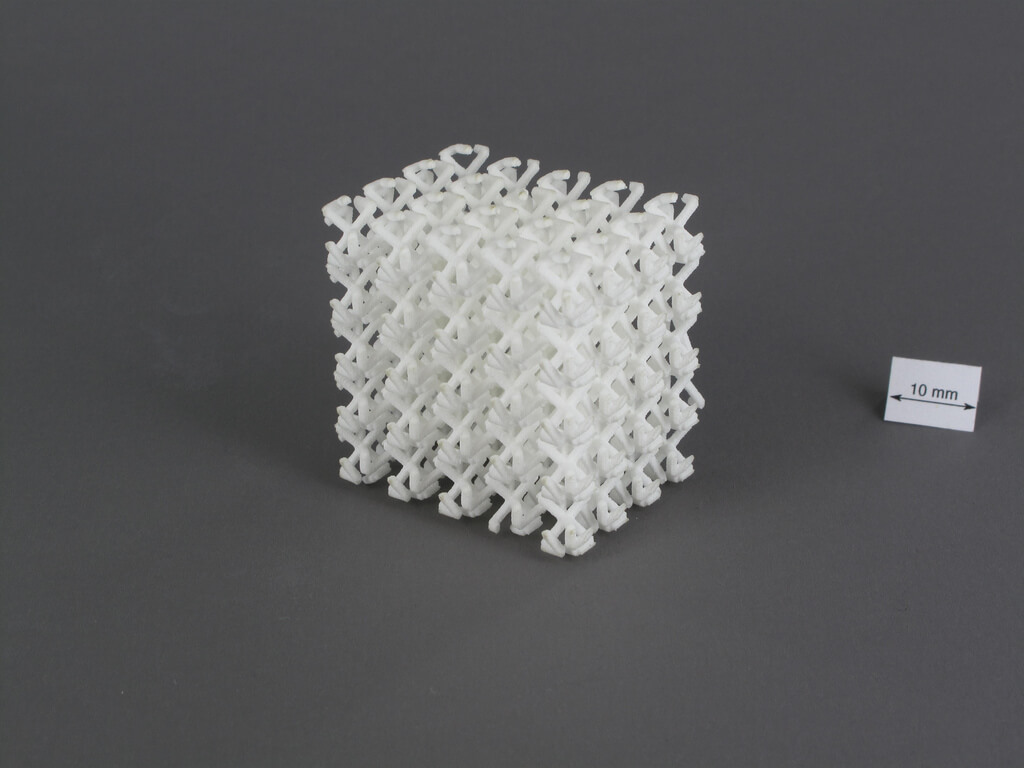
Поскольку промышленные принтеры для селективного лазерного спекания (SLS) имеют достаточно большие размеры и оснащены мощными лазерами, эти машины способны выполнять впечатляющие объёмы печати и могут работать с прочными материалами, требующими высоких температур. Тот факт, что эта технология не экструдирует и не полимеризует материалы, означает, что у неё есть огромное конструктивное преимущество - она не требует опор. Фактически порошок, используемый для печати, становится его собственной опорной структурой, поэтому свисающие и «вылетающие» детали хорошо видны.
Также, лазерный луч и гранулы порошка относительно малы, что означает, что некоторые детали, которые, например, невозможно напечатать с технологией FDM, изготавливаются с высокой точностью. Функциональные детали и прототипы получаются точными, подходят друг другу и могут быть отправлены на рынок сразу после постобработки.
Во время печати вся рабочая область заполняется порошком, что даёт возможность размещать множество деталей за один приём. По сравнению с принтерами FDM, которые ограничены своими параметрами X и Y, SLS-машины намного более эффективны для активного производства.
Спечённый порошок на напечатанных изделиях выглядит пористым и, как следствие, впитывает влагу, такую как различные краски и красители.
Почти все материалы для печати SLS поддаются механической обработке и выдерживают определённые нагрузки. Их структура не содержит слоёв с гранулами, спечёнными в самом их ядре, поэтому по сравнению с обычной печатью FDM-детали кажутся более прочными. Обычно для станков SLS выставляются требования:

Изображение: Jared Tarbell
Технология SLS и используемые в ней материалы постоянно совершенствуются. Однако, как и в случае с другими методами изготовления и прототипирования, она имеет несколько ограничений или недостатков:
Нейлон и другие порошковые материалы дают усадку после спекания во всех трёх измерениях. Скорость усадки обычно зависит от ряда факторов, включая тип используемого порошка, мощность лазера, воздействующего на гранулы спекания, геометрию детали и процессы охлаждения. Также интересно отметить, что деталь не обязательно усаживается симметрично во всех направлениях. Обычно программное обеспечение, используемое для нарезки моделей и подготовки их к процессу SLS, включает сжатие параметров в расчёты для получения детали хорошего качества. Однако инженер, работающий с принтером, должен знать об этом недостатке и предсказать, может ли это случиться с конкретным изделием.
Процесс извлечения свежих печатных изделий SLS очень похож на работу археолога. После завершения сеанса печати и после того, как порошок успел остыть, блок материала (который может весить до нескольких килограммов) вынимается. Затем специалисту нужно будет выкопать детали из блока, удалить излишки порошка с помощью пылесоса, смахнуть щёткой остатки гранул или даже использовать воздуходувку. После того, как всё это будет сделано, спечённые печатные изделия следует отвердить под действием тепла, чтобы повысить их прочность. Другие виды пост-обработки не являются обязательными и могут занять некоторое время, чтобы отшлифовать, покрасить или сделать облицовку.
Пористые структуры, которые могут быть преимуществом, если печатные изделия будут окрашены или облицованы, могут стать проблемой при отсутствии отделки. Они имеют тенденцию впитывать довольно много пыли, масел и влаги из воздуха, что может привести к изменению цвета (например, с белого на слоновую кость) или потере прочности. Есть необходимость полной загрузки печатной платформы. Принтеру SLS всё равно, нужно ли вам напечатать крошечную деталь - для этого потребуется загрузка, чтобы покрыть всю высоту детали, а также необходимо, чтобы X и Y были полностью погружены в порошок в течение всего времени печати. Даже если материал не контактирует с лазером, всё содержимое загрузки будет повреждено после каждого запуска. Именно поэтому владельцы SLS-принтеров стараются максимально загрузить область печати за один процесс.
Принтеры SLS стоят дорого. «Доступные» настольные версии стоят около 7,000 долларов - и это всего лишь принтер. Если кто-то планирует провести полный цикл с очисткой, последующей обработкой, отделкой и отверждением, ему потребуется гораздо больше денег. Материалы также стоят целое состояние - килограмм PA 12 можно купить примерно за 100–120 долларов у некоторых производителей, но машина «съедает» несколько килограммов за один проход. Если вы планируете перейти на промышленный уровень, будьте готовы вложить более 800,000 долларов в систему высокого уровня.
Большинство принтеров для спекания предварительно нагревают порошок до того, как он вступит в контакт с лазером, поэтому материал повреждается из-за изменений температуры. Некоторые материалы можно использовать повторно (переработать), однако печать с повреждённым порошком ничем хорошим не закончится - производители рекомендуют смешивать его с неиспользованным материалом. В зависимости от материала и типа машины до 85% порошка может быть переработано, но могут остаться несколько килограммов неспечённого материала, который повреждён и бесполезен.
Любители пытались собрать машины SLS дома с собственными индивидуальными конструкциями и техническими решениями. Некоторые из них смогли собрать работающие принтеры, способные спекать порошок. Например, в 2013 году был запущен проект под названием OpenSLS project, в котором SLS-машины можно было построить менее чем за 10,000 долларов. Другой производитель сумел создать принтер чуть менее чем за 500 долларов с рабочей областью 80x80x80 мм и экспериментировал со смешением собственных порошков. Другие энтузиасты пробовали печатать сахар на машинах DIY SLS с относительным успехом.

Изображение: Andreas Bastian
До 2014 года современная технология печати SLS была заблокирована патентом, что означало, что в основном промышленные машины были доступны лишь нескольким производителей. По истечении срока действия патента компании начали быстро разрабатывать технологию, и некоторые из них стремятся довести SLS до масс, производя недорогие (машины за 7,000 или даже 10,000 долларов более доступны по сравнению с машинами за 100,000 долларов, не так ли?). Для достижения уровня некоторых промышленных принтеров всё ещё необходимо улучшить характеристики мощности и точность, однако эти машины по-прежнему способны производить качественные и точные детали. Эти кампании привлекли много внимания и в конкурентной среде определённо могут выдвинуть технологию SLS на передний план.
Изображение на обложке ESA

